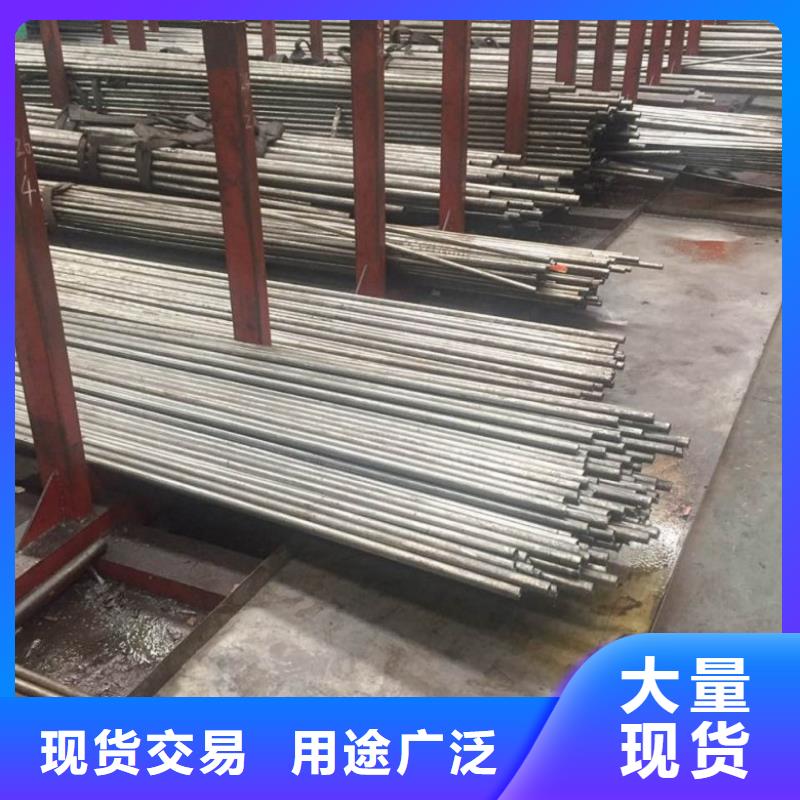
25Mn精密钢管【优惠促销】
更新时间: 2024-12-30 03:26:42 浏览次数:2
以下是:25Mn精密钢管【优惠促销】的产品参数
| 是否厂家 | 是 |
|---|
| 产品品牌 | 大金钢管 |
|---|
| 发货城市 | 山东聊城 |
|---|
| 产品产地 | 山东聊城 |
|---|
| 可售卖地 | 全国 |
|---|
| 适用领域 | 金属制品,机械制造 |
|---|
以下是:25Mn精密钢管【优惠促销】的图文视频
导读 在西藏日喀则市采购25Mn精密钢管【优惠促销】请认准大金钢管制造有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:王经理-15806808820,QQ:1365789918,地址:聊城经济开发区工业园发货到西藏 日喀则市 南木林县、江孜县、定日县、萨迦县、拉孜县、昂仁县、谢通门县、白朗县、仁布县、康妈县、定结县、仲巴县、亚东县、吉隆县、聂拉木县、萨嘎县、岗巴县)。 西藏自治区,日喀则市 日喀则的全名始称溪卡桑珠孜,简称为溪卡孜,汉语译音为日喀则;元至正二十年(1360年)日喀则始有建置。日喀则市的藏文意思是“土质的庄园”,境内定日县有世界高峰——珠穆朗玛峰。桑珠孜宗堡和江孜古堡都是曾经的政教中心。有扎什伦布寺、白居寺、萨迦寺等一批寺庙。有亚东口岸、樟木口岸和吉隆口岸。日喀则喜马南麓六大名沟被称为西藏小江南或西藏江南:亚东沟,陈塘沟,嘎玛沟,绒辖沟,樟木沟,吉隆沟。2019年12月9日,经自治区人民政府研究,批准日喀则市谢通门县、江孜县、萨迦县、萨嘎县、拉孜县、南木林县退出贫困县(区)。2020年10月,被评为全国双拥模范城(县)。

精密管抛光光泽纷歧的原因
在批量抛光一批精密无缝钢管的时分原则上来说每一个工件终的质量应该是一样的,但有的
时分统一槽里边抛光出来的不锈钢工件的质量是纷歧样的,有的比较亮,有的光泽昏暗,还有的是
部分没有光泽。为什么会这样呢?
首要我们要考虑自己一次性抛光的精密无缝钢管工件的数量是多少。尽管不锈钢电解抛光设备
能够批量抛光,可是同槽抛光的不锈钢工件数量过多是会影响抛光作用的,导致工件在抛光的时分
不能充分抛光,电流的散布不能够均匀。
一旦抛光时的电流散布不均匀就会导致精密无缝钢管外表部分无光泽。因此在抛光的时分要根据抛
光槽的大小来挑选合适数量的工件。
其次还要考虑在抛光的时分不锈钢工件是不是堆叠在一起了,导致有些部位没有被抛光。因此我们
在批量抛光的时分除了要控制住抛光工件的数量外,还要合理摆放不锈钢工件,做到工件不堆叠。
除了上面两个原因外,精密无缝钢管的外表上有水珠、油脂等污迹时也会影响抛光作用。运用
不锈钢电解抛光设备的操作人员要熟知运用方法和操作技巧,这样才干确保抛光出的工件质量.
大金钢管制造有限公司

在精密管的热处理过程中,淬火过程产生的废品率往往较高,这主要是由于淬火过程中形成较大
的热应力和组织应力所致。此外,由于精密钢管固有的冶金缺陷,选材不当,材质错误,设计中的
结构工艺差、冷热加工过程中形成的缺陷等,容易在调质过程中产生。因此对零部件淬火、回火后
的缺陷必须进行系统的分析和研究。 A.淬火变形与淬火裂纹 在实际生产中,应该根据淬火变形与
淬火裂纹的形成原因采取有效的措施。 精密钢管热处理尽量做到均匀加热及正确加热:工件形
状法扎或截面尺寸相差悬殊时,常因加热不均匀而变形,为此,工件在装炉前,对不需淬硬的孔及
截面突变处,应采用石棉绳堵塞或绑扎等办法,以改善其受热条件,对一些薄壁圆环等易变形零件
,可设计特定淬火剂夹具。这些措施既有利于加热均匀,又有利于冷却均匀。

精密管无氧退火炉采用的是电加热预抽真空保护气氛等温球化退火炉通过前后预热真空氮气保护的方法,实现工件无氧化退火。设备具有气氛消耗量小,能耗低,后续加工洁净的特点,并且加热速度快、均匀,大大缩短了退火工艺时间,使退火后工件氧化脱碳极少,脱贫碳层增深层≦0.05mm。退火质量优于 /t1255-2001等标准的要求金相组织细小,均匀分布,实现了球化退火的,优质,低耗,自动连续生产的目的。
控制精度:±1℃炉温均匀度:±1℃(根据加热室大小而定)。
操作方便,可编程,pid自整定、自动升温、自动保温、自动降温,无需值守;可另配与计算机通讯通过计算机操作电炉(启动电炉、停止电炉、暂停升温、设定升温曲线、升温曲线储存、历史曲线等),软件免费详见:计算机控制系统。

总结 选购25Mn精密钢管【优惠促销】来西藏日喀则市找大金钢管制造有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:王经理-15806808820,{QQ:1365789918},地址:[经济开发区工业园]。